- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






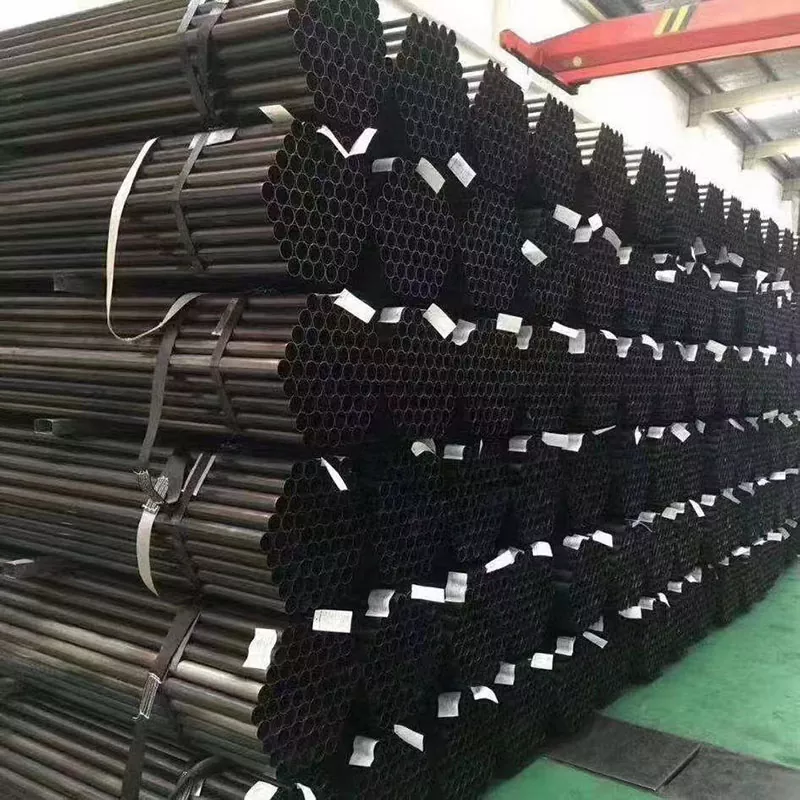
Уздужна заварена цев
Уздужна заварена цев коју производи произвођач Ксинлида је ваљана челична плоча или челична трака, заварена у праву линију технологијом заваривања (као што је високофреквентно заваривање или заваривање под водом) да би се формирала цеваста структура. У поређењу са бешавним челичним цевима, процес производње челичних цеви са равним шавом је једноставан, а цена челичне цеви са равним шавом је једноставна и цена је нешто нижа од челичне цеви коју смо запалили, али може бити мало нижа.
Пошаљи упит
Опис производа
Процес производње уздужно заварених цеви прати основни процес "претходне обраде-формирање-заваривање-завршна обрада сировина", а сваки корак се врти око контроле прецизности и чврстоће. Метода се састоји од следећих корака: прво, припрема сировина, одабир топло ваљане челичне траке или плоче намотаја као основног материјала, затим сечење челичне траке према захтевима за ширину цеви и сечење челичне траке према захтевима ширине. извођење третмана нивелације и уклањања рђе ради уклањања површинских оксидних љуспица и нечистоћа како би се избегао утицај на квалитет заваривања; а затим улазак у фазу формирања, где се челична трака постепено савија у отворену округлу цев (или квадратну или правоугаону цев) кроз континуалну машину за формирање ваљака, како би се осигурало да су ивице цевног бланка поравнате и да је закривљеност уједначена, и да се постави основа за накнадно заваривање.


Након формирања, празна цев одмах улази у везу за заваривање, а главни ток усваја високофреквентно индукционо заваривање или електролучно заваривање: високофреквентно заваривање користи електромагнетну индукцију да брзо загреје ивицу празне цеви до растопљеног стања, а затим се заваривање завршава притиском, а основни ваљак за екструзију се затвара; електролучно заваривање је погодно за цеви са дебелим зидовима, а спајање се остварује пуњењем растопљеног базена електродом или жицом за заваривање. Након заваривања, извршиће се контрола завара (као што је ултразвучна и рендгенска контрола) како би се елиминисали недостаци као што су поре и пукотине, калибрација праволинијског пречника цеви и фиксирање праве дужине машине помоћу машине за прављење праве дужине. обрада крајњих површина и антикорозивна обрада (као што је галванизација и фарбање) да би се коначно формирали квалификовани производи за право заварене цеви.


Хот Тагс: Кина уздужна заварена цев
Повезана категорија
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.





